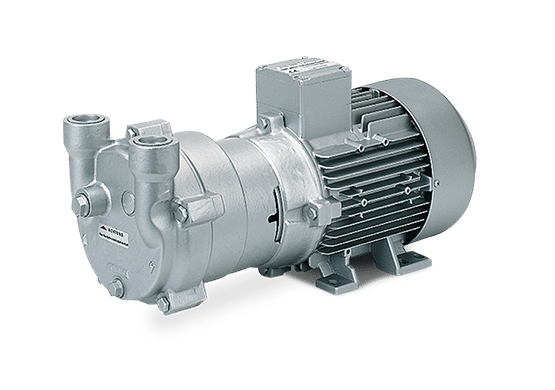

What is a Liquid Ring Vacuum Pump?
Cullum & Brown offers a Liquid Ring Vacuum Pump in our product arsenal. Liquid Ring pumps are used in a wide array of industrial, dental, medical, and laboratory applications. There is no metal to metal contact, liquid ring pumps have excellent resistance to corrosion, and can handle process liquid carryover. This pump has low maintenance costs and low maintenance involved.
How Does a Liquid Ring Pump Work?
The impeller rotates without contact to form a liquid ring rotating centrally along the housing. The rotating liquid ring seals the impeller on the front and seals its blades against one another while gas flows into the blade cells through the inlet slots. The impeller’s eccentric arrangement creates variable compression chambers between the blades, causing the conveyed gas to be compressed and exhausted on the pressure side. The heat of compression gets absorbed from the operating liquid, cooling the machine.
What Should You Expect with a Liquid Ring Pump?
Although liquid involved in this technology, the water/process carryover is possible with low maintenance upkeep and low maintenance costs.
The liquid ring technology can typically handle certain processes other technologies cannot, but is not as efficient. Depending on the process, the discharged effluent may also need to be treated.
Liquid Ring Vacuum Pump Applications
The Liquid Ring Vacuum Pump is ideal for pulp and paper processing, automotive uses, vacuum hold-down/lifting jobs, dental applications, chemical and petro-chemical uses, food and beverage, plastics, and wastewater treatment. As you can see, this technology is very versatile and can be used for a variety of applications.
Cullum & Brown is here to guide you through every buying process. We look at the entire application and system to provide the best possible technology for our customer’s needs. Contact us to learn more.